Pas d’impression parfaite sans une première couche réussie. On vous explique pourquoi et comment.
Un printer qui se respecte a déjà raté une première couche et probablement galéré pour régler le problème. Et comme cela vient de nous arriver, nous nous sommes dit que on allait partager un peu notre expérience sur le sujet.
Malheureusement, en lisant les échanges sur le sujet dans le forum et groupes d’entraide pour l’impression 3D, il semble que beaucoup d’utilisateurs ne comprennent pas bien ce que se joue avec la première couche. Voici un petit résumé de ce que l’on lit généralement en réponse à une demande de conseil :
– Fais une tour de température
– Fais un nivellement de ton plateau
– Ton G-code a un problème
– Tu dois changer ton Firmware
– Achètes une nouvelle machine (si si, on l’a déjà lu !)
En fait même si tous ces conseils ont du sens, il faut revenir aux bases et comprendre les phénomènes en jeu pour que la première couche soit de bonne qualité : Un peu de chimie, et beaucoup de géométrie !!!
1 – Pourquoi la première couche est si importante ?
L’impression 3D FDM consiste à empiler des couches de plastique fondu pour créer des formes complexes (si besoin, allez jeter un œil à notre article : L’impression 3D pour les nuls).
La première couche est identique aux fondations d’une construction : elle est essentielle. Si elle est de mauvaise qualité, toutes les couches suivantes en pâtiront.
Pourquoi insiste‑t‑on autant sur la première couche, et pas sur la deuxième ? C’est ici que la chimie et l’adhérence entrent en jeu. Le plastique fondu adhère très bien… au plastique fondu. En revanche, pour qu’il accroche correctement au plateau, plusieurs conditions doivent être réunies : une température de buse adaptée, un plateau suffisamment chaud pour favoriser l’adhésion, et une surface parfaitement propre. Rien ne colle sur la poussière ou les traces de graisse, donc un nettoyage du plateau est indispensable.
2 – Le secret d’une première couche réussie : la géométrie
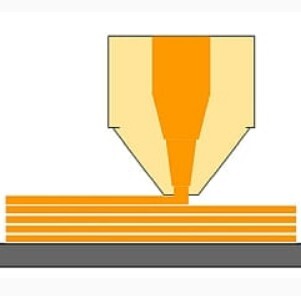
Pour que la première couche soit parfaite, il faut que la buse dépose une épaisseur constante de filament fondu sur le plateau. Et pour ça, il faut garantir théoriquement une seule chose : que la buse soit toujours à la même hauteur du plateau, à n’importe quel endroit de celui-ci. Plus facile à dire que à faire.
Pour arriver à ce résultat, il y a 3 problèmes à résoudre :
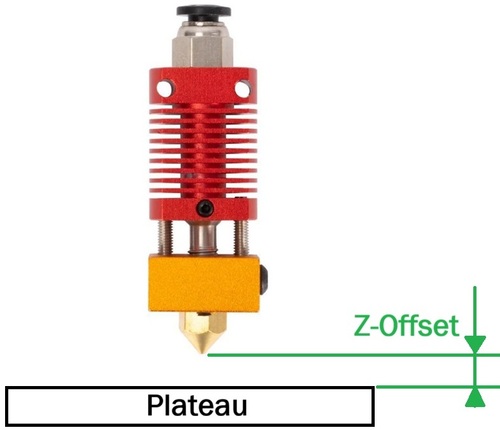
#1 – La buse n’est pas liée directement au plateau : Il y a beaucoup de pièces qui s’interposent entre ces deux composants, et garantir un écart parfaitement constant uniquement par la conception est impossible (même avec les machines très haut de gamme). De plus un changement de buse, un démontage ou une réparation peuvent modifier cet écart. Il faut donc pouvoir régler la distance entre la buse et le plateau régulièrement et de manière précise. C’est ce que l’on appelle le réglage du Z-offset (ou Z-comp).
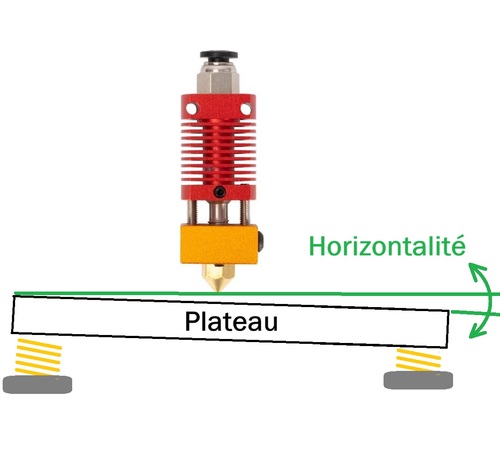
#2 – Le plateau doit être parfaitement horizontal par rapport aux axes X et Y de la machine, tout en acceptant une certaine souplesse en cas de mauvaise manipulation qui le ferait entrer en contact avec la buse. De nouveau ceci est impossible à garantir par construction uniquement, et c’est pour cette raison que la plupart des plateaux d’impression sont réglables (grâce à 4 molettes filetées au 4 coins qui permettent de le déplacer). C’est ce que l’on appelle le réglage horizontal du plateau. Sur certaines machines haut de gamme (Voron, RatRig par exemple), l’axe Z est piloté par 3 moteurs indépendants, qui permettent également de régler l’horizontalité du plateau automatiquement.
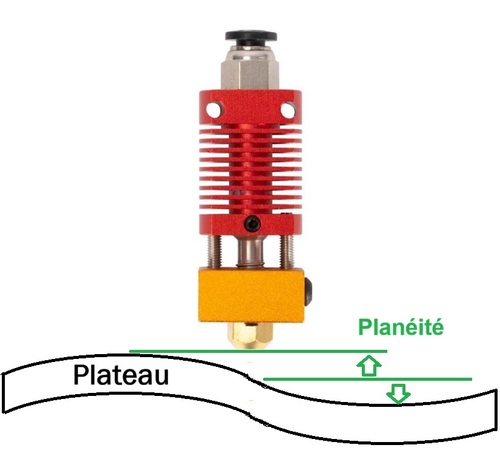
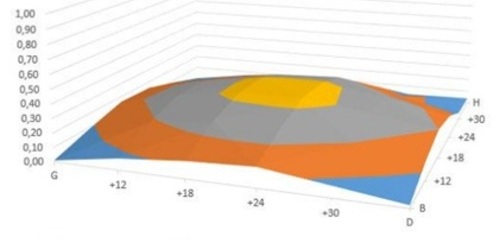
#3 – La planéité des plateaux n’est jamais parfaite. Ils peuvent être légèrement voilés ou présenter des creux et des bosses minuscules. Une buse bien réglée en Z-offset à un endroit du plateau sera trop haute en passant au dessus d’un creux et trop passe au dessus d’une bosse. Pour minimiser cet effet on utilise des plateaux très rigides et les plus plats possible (en verre), et le nivellement du plateau : on palpe celui-ci avec le BL-touch a différents endroits et la machine « apprend » ses défauts. Puis ces défaut sont compensés automatiquement lors de l’impression en montant la tête au dessus des bosses et en la descendant au dessus des creux.
Attention : même si les machines ont fait de gros progrès pour simplifier les réglages, tout ne se fait pas tout seul. Très souvent on pense que la fonction « nivellement du plateau » suffit. Grosse erreur ! Le nivellement permet de mesurer et compenser les défauts d’horizontalité et de planéité, mais pas le Z-Offset. Il faut bien régler les 3 pour avoir une couche parfaite (on vous explique plus bas comment procéder)
3 – L’adhérence du plateau : un peu de chimie et beaucoup de bon sens
L’adhérence du filament sur le plateau est essentielle, pour que la première couche soit stable. De nouveau, pas de miracle, mais du bon sens : il faut un plateau propre, à la température préconisée par le fabriquant de matière.
Il existe beaucoup d’options (voir d’écoles de pensée) pour la matière du plateau : plateau souple magnétique, métal, PEI , verre. Pour faire simple, si votre géométrie est bien réglée, vous réussirez votre première couche avec n’importe lequel et à l’inverse, vous pouvez rater votre impression avec tous ces types de plateau. Donc un conseil simple, ne changez pas votre plateau pour résoudre une première couche ratée, le problème vient probablement d’une autre cause.
Chez Sekkoia, nous utilisons principalement des plateaux en verre, pour plusieurs raisons : ils sont moins sujet au voilage et ont une très bonne planéité, ils permettent des états de surface quasi parfaits pour la couche inférieure, les pièces se décollent très facilement lorsqu’elle sont froides, ils sont très facile a nettoyer et entretenir, et leur cout est très raisonnable.

Et la colle pour aider la première couche ? Effectivement, pour certains matériaux moins tolérants que le PLA ou le PETG, il faut recourir à de la colle pour augmenter l’adhérence (avec un impact sur la première couche, mais aussi pour éviter les déformations (phénomène appelé « warpage »). Il existe plusieurs solutions pour booster l’adhérence dans ce cas :
– La colle en batton (type stick UHU) : pas notre préférée, car elle laisse des traces sur la couche inférieure et nécessite un nettoyage après chaque impression.
– Le spray à cheveux (type laque) : parce que vous le valez bien ! Pas cher, facile à appliquer, transparent. Notre solution de repli quand ca ne colle pas assez.

No responses yet